研磨には砥石研磨、バレル研磨、ラッピング研磨、研磨布紙加工、電解研磨、バフ研磨、こういった様々な方法があります。
バレル研磨の由来から現在の技術に至るまで詳しく解説していきます。
機械の画像や種類、アニメーションを使った実際の動きを添えてわかりやすくなっております。
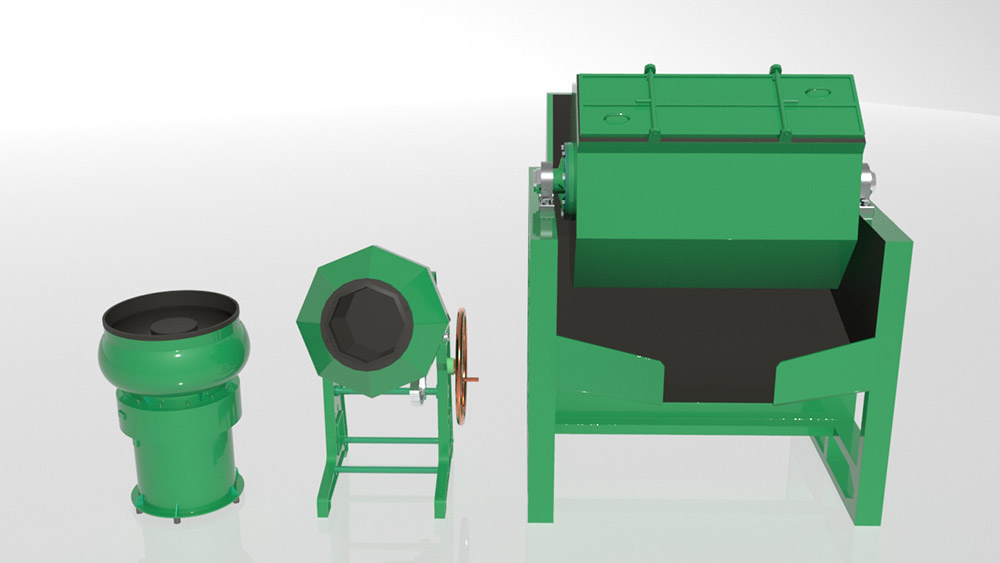
回転バレル
皆さんがバレルと聞いて初めに思い浮かぶもっともポピュラーな種類です。
仕組み
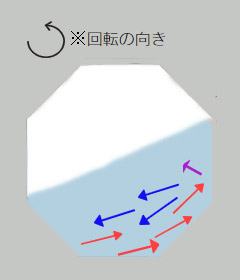
回転バレルは八角柱の槽でできており八角形の中心を軸に回転する機械です。ワーク(製品)、メディア(研磨石)、水、コンパウンド(薬剤)を投入し、回転運動によって持ち上がったワーク(製品)とメディア(研磨石)が一定の場所で滑落しその際にメディア(研磨石)とワーク(製品)が擦れ合う摩擦で研磨します。
メリット
一度に研磨できる量が多いので、振動バレルや可傾式バレより大ロットに製品に適している。
デメリット
変形の恐れがある製品や、キズ、打痕がNGの製品はあまり向かない。
機械
変速機があり回転のスピードの変更も可能です。
その際、スピードが上がるにつれてワークの研磨率も比例して上がります。
可傾式バレル
仕組み
可傾式バレルは回転バレルと同じ仕組みで摩擦を起こして研磨しますが、傾きの角度を調整できるのでその角度によって研磨率を調整できます。
あとは、回転バレルとは開口部分の位置が違うのでフタをせずにワーク(製品)の途中経過を確認しながら処理を行えます。
メリット
投入量自体が少ないので小ロットの製品やなどに役立つ。
あとは製品やメディア(研磨石)の重さで変形したり、キズ、打痕の恐れが回転バレルより少ない。
デメリット
投入可能な量が少ないので大ロットの製品には向かない。
機械
可傾式バレルも変則機があり回転バレル同様で、回転スピードによってワーク(製品)の研磨率は比例します。
振動バレル

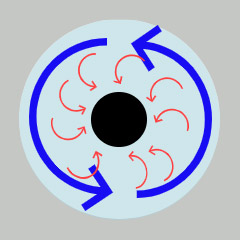
↑全体的な流れの向き
↑巻き込む向き
仕組み
振動バレルは回転バレルや可傾式バレルとは異なり、振動することによってワーク(製品)とメディア(研磨石)が擦れ合い研磨します。
振動しながら上の赤色の矢印の向きに中心に向かって巻き込みながら、上の青色の矢印の向きに全体的に回ります。
上から製品の研磨の過程を確認することができる。
メリット
回転バレルや可傾式バレルのように滑落で研磨せず、振動での研磨なので変形、キズ、打痕などの恐れがない。
デメリット
回転バレルや可傾式バレルと比べて研磨に時間がかかる。
投入量も少ないので小分けの研磨になる。
機械
制御装置で振幅数を変えれる。